| 联系人: | 韩雪 |
|---|---|
| 联系电话: | 0317-2081839 |
| 联系手机: | 15533753786 |
| 联系邮箱: | 3207349367@qq.com |
| 联系地址: | 河北省沧州办事处运河区黄河西路冀春大厦17A10室 |
| 浏览平台页面 |
产品介绍
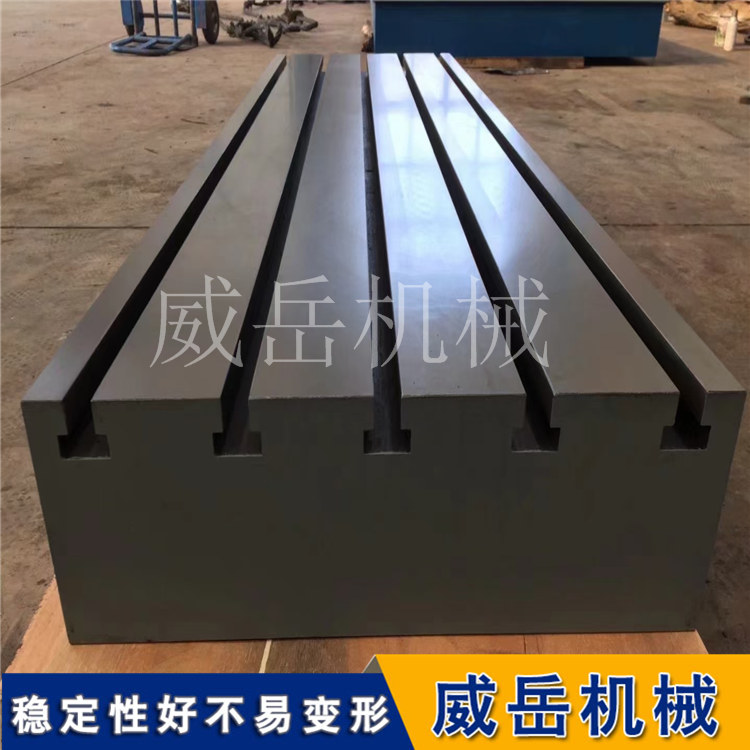
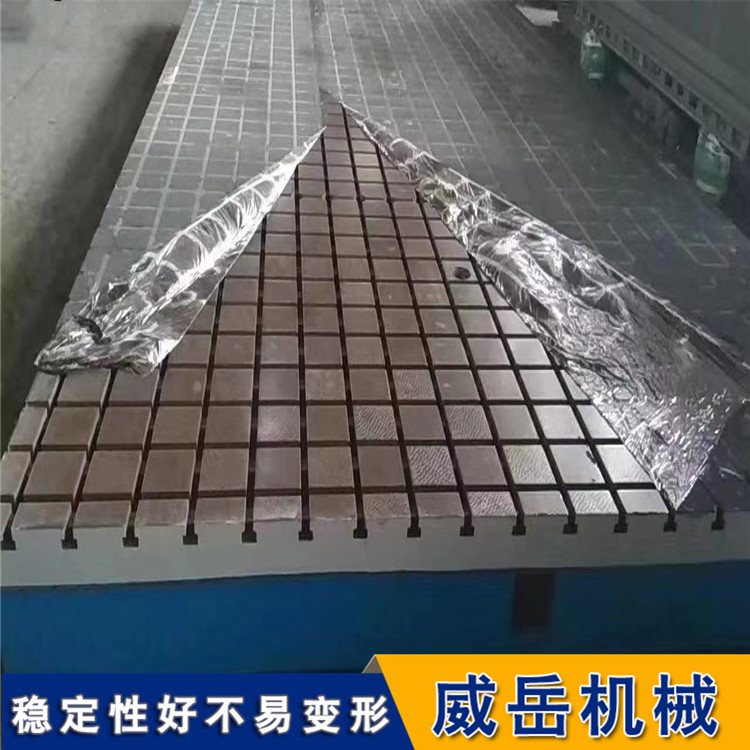
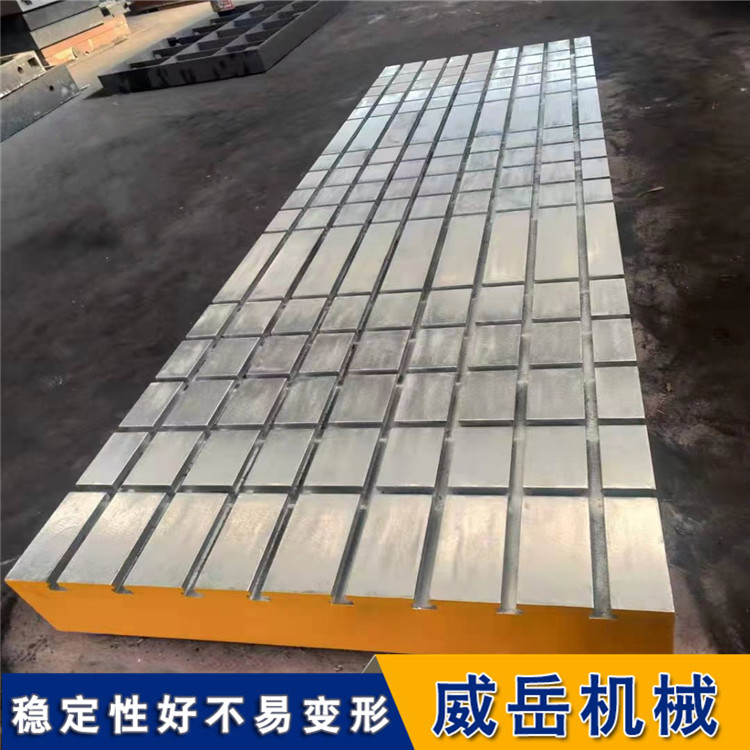
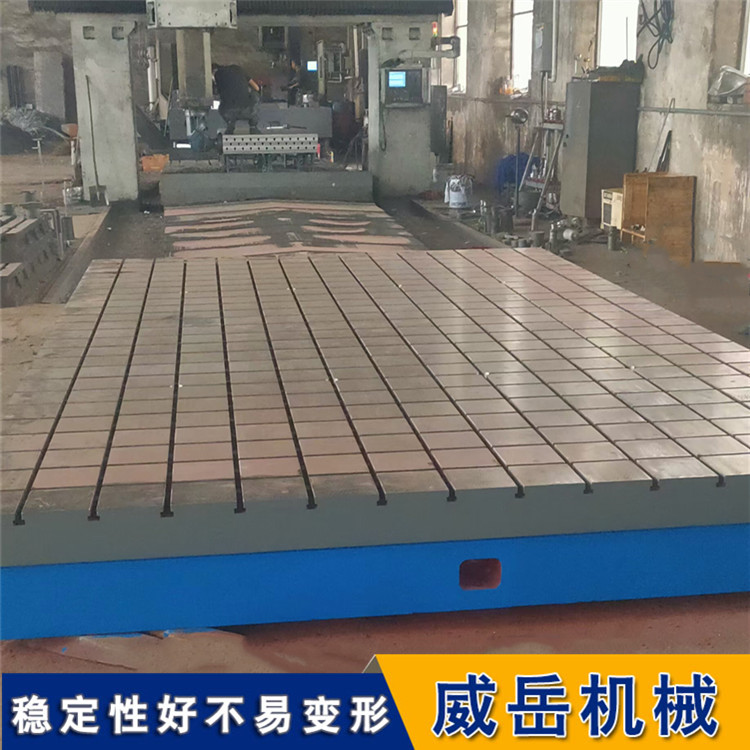
- <p>铸铁T型槽焊接平台表面热处理工艺,铸铁T型槽焊接平台表面热处理是改进材料品质非常好的方法,它可以改变甚至影响铸铁T型槽焊接平台的内部组织和性质,还可以提高其强度、硬度。在铸铁T型槽焊接平台生产加工时会有那些因素会直接导致&nbsp;铸铁T型槽焊接平台质量标准呢?</p><p>铸铁T型槽焊接平台工作表面不应有锈迹,划痕,碰伤及其他影响使用的外缺陷.&nbsp;铸铁T型槽焊接平台平板T型槽的设计一般边距125mm,间距250mm尺寸误差范围±5百分之。(国标允许误差范围是±5百分之。),T型槽间距也可以更具客户实际操作设计便于操作。保证平台的稳定性。铸铁T型槽焊接平台毛坯:按技术要求制图纸、按图纸制作模型、烘干、炉前配料、浇铸、落沙、清理、检验毛坯的各部位;&nbsp;铸铁T型槽焊接平台平板机械加工:外观检验并划线、粗加工、回火处理。铸铁T型槽焊接平台在精度等级低于"0"级的平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度.&nbsp;铸铁T型槽焊接平台平板在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。在铸铁T型槽焊接平台的相对两个侧面上,应设置有安装手柄,吊环等吊装设施的螺纹孔或圆柱孔.设计吊装位置时应考虑尽量减少因吊装而引起的变动。铸铁T型槽焊接平台应经过回火处理或时效处理&nbsp;铸铁T型槽焊接平台平板工作面的硬度应为HB170-220。根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象.,&nbsp;铸铁T型槽焊接平台材质HT200或HT250。&nbsp;铸铁T型槽焊接平台工作面应采用刮削工艺,对于"3"级平板工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um.。</p><p>铸铁T型槽焊接平台再次精加工、人工刮研、质检科检验&nbsp;,&nbsp;铸铁T型槽焊接平台的外观处理、喷漆、包装、入库。&nbsp;再生产加工时严格把控每一步的生产要求不能放过每一下细节,想要造就高质量高标准的&nbsp;铸铁T型槽焊接平台严格按照国法定标准进行生产,工厂内部认真监管,完善生产体系,确保高质量水平&nbsp;铸铁T型槽焊接平台产品的生产。只有顾客用的满意才是对我们&nbsp;大鼓舞和肯定。另外需要提醒的是,我公司可以根据用户的要求,定制各种规格的&nbsp;铸铁T型槽焊接平台,做到让您省心又省钱。</p><p>河北威岳机械 /的理念是切实为客户解决问题,以低的成本达成好的效果,实际的为客户解决问题,与客户形成一种双赢的模式。</p><p></p><p></p><p></p><br/>